- NEED HELP? CALL US NOW
- +919995411505
- [email protected]
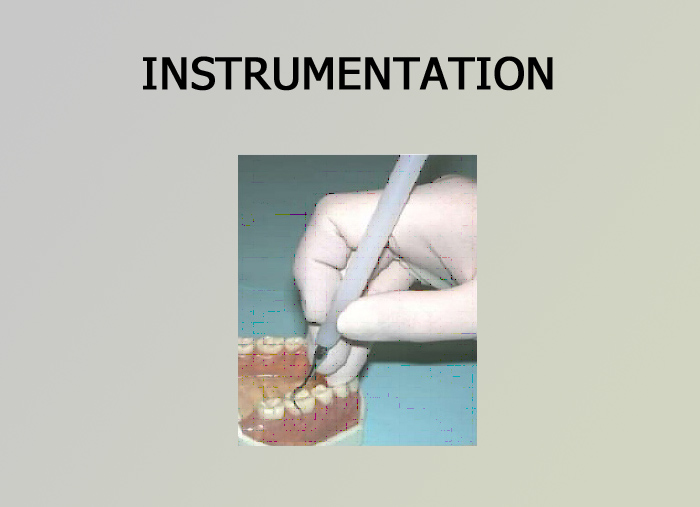
Instrumentation
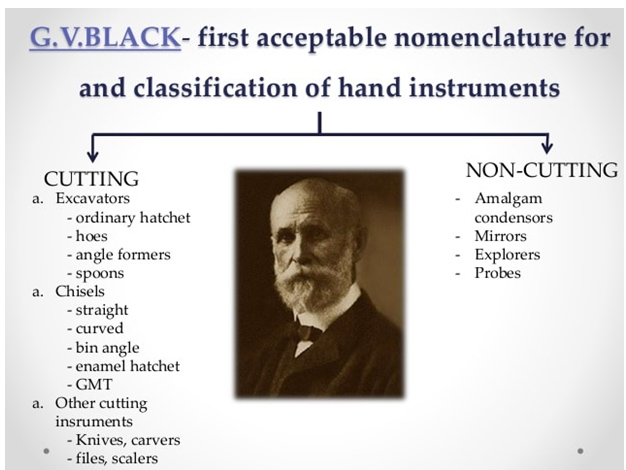
Nomenclature and classification of hand instruments is given by GV Black.
Metals used in the manufacturing of hand instruments are made of two types of steel- carbon steel and stainless steel.
| CARBON STEEL | STAINLESS STEEL | |
| COMPOSITION | Fe-98% C- 1-1.2% Mn-0.2% Si-0.2% |
Fe-81% Cr-18% C-0.6-1% |
| CORROSION RESISTANCE | Very low | High |
| CUTTING EFFICIENCY | High | Low and becomes dull rapidly |
| PHYSICAL PROPERTIES | Stiffer, stronger, harder but more brittle | Hardness is less than carbon steel but it is not brittle |
| EFFICIENCY | Superior at high speeds and wgen cutting enamel | Superior at low speed and when cutting dentin |
INSTRUMENT FORMULA:
- Blade width in tenths of a millimeter
- Angle of the cutting edge with the shaft ( cutting edge angle) when other than at right angles to the the axis of the blade. This is always greater than 50°.
- Length of the blade in millimeters
- Angle of the blade with the shaft (Blade angle) in centigrades or hundredths of a circle. This is always less than 50°.
Eg: 10-85-8-14 indicates:
10- Blade width in tenths of a millimeter ie, 1mm
85- Cutting edge angle in centigrades or hundredths of a circle
8- Length of blade in millineters
14- Blade angle in centigrades
4 types of grasps used with hand instruments:
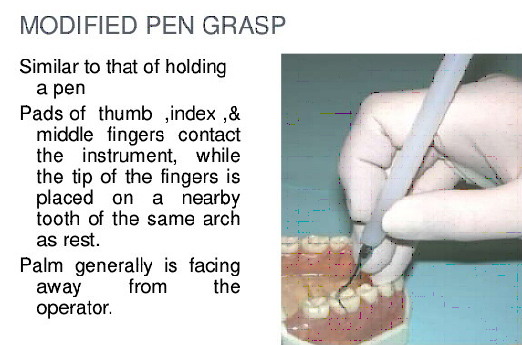
- Modified pen
- Inverted pen
- Palm and thumb
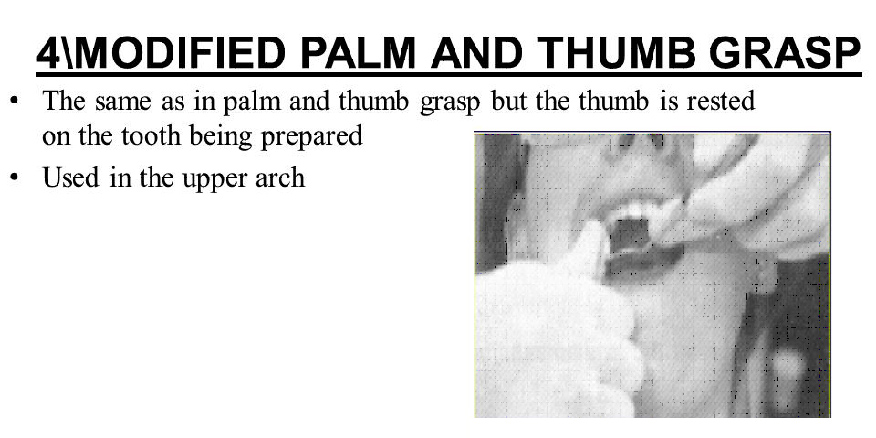
- Modified palm and thumb
Modified pen grasp permits the greatest delicacy of touch

The materials in use for sharpening stones are:
| Arkansas stone | For sharpening steel instruments |
| Silicon carbide | Industrial abrasives are most commonly used for grinding wheels, sand papers and for sharpening stones |
| Diamond hones | These are small blocks of metal impregnated with diamond particles on the surface. Used for sharpening steel and carbon instruments |
Classification of hand instruments:
Speed ranges:
| Ultra low speed | 200-2000rpm |
| Low speed | 2000-8000rpm |
| Medium high speed | 20,000-45,000rpm |
| High speed | 45,000-1lakh rpm |
| Ultra high speed | Above 1 lakh rpm |
Related posts
April 10, 2025
April 9, 2025
April 4, 2025
